






Compact Vacuum Arc Melting System with Vacuum Casting Mold for 6mm Dia
CY-208 is a compact vacuum arc melting furnace with Vacuum Suction Casting mechanism. Such a unique feature can produce cast products ( 6mm Dia. rod shape, upto 30g) by drawing the molten metal into the bottom cold copper casting mold. The sucking force applied results in a fast movement and cause the rapid solidification of the melt which is ideal for reducing the shrinkage cavity defects. The machine also features a built-in
Description
CY-208 is a compact vacuum arc melting furnace with Vacuum Suction Casting mechanism. Such a unique feature can produce cast products ( 6mm Dia. rod shape, upto 30g) by drawing the molten metal into the bottom cold copper casting mold. The sucking force applied results in a fast movement and cause the rapid solidification of the melt which is ideal for reducing the shrinkage cavity defects. The machine also features a built-in
CY-208 is a compact vacuum arc melting furnace with Vacuum Suction Casting mechanism. Such a unique feature can produce cast products ( 6mm Dia. rod shape, upto 30g) by drawing the molten metal into the bottom cold copper casting mold. The sucking force applied results in a fast movement and cause the rapid solidification of the melt which is ideal for reducing the shrinkage cavity defects. The machine also features a built-in mechanical manipulator for tilting and rotating metal ingots if re-smelting process is needed. The SS304 chamber ensures a clean and healthy atmosphere suitable for the most demanding experimental requirements.
Technical Parameters:
| Features | Utilize the vacuum suction force to draw melt into the cold copper casting mold at the bottom and from a 6mm Dia. rod metal alloy (upto 30g)
Designed for melting samples < 10 g up to 3000 °C under tiny positive pressure or low vacuum Water-cooled SS vacuum chamber, electrode, and copper crucible allows arc melting of multiple samples without cross-contamination Powerful arc melting power supply enables reliable, stable arc ignition Easy electrode tilting and height adjustment via a handwheel A built-in mechanical manipulator for tilting and rotating samples without breaking the vacuum A tinted observation window on the front for monitoring melting process |
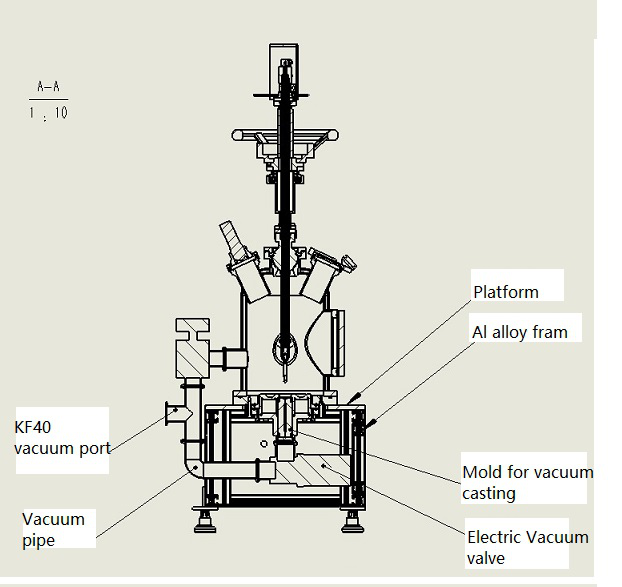
| Vacuum Suction Casting & Copper Crucible | Vaccuum suction casting 6mm dia. rod, 30g max.
The sucking force is generated by evacuating the bottom cold copper casting mold. This results in a fast movement and cause the rapid solidification of the melt which is ideal for reducing the shrinkage cavity defects One solenoid valve is built in for sucking operation The water-cooled copper crucible has 7 cavities: Central cavity (35mm dia. x 10mm depth) is for vacuum suction casting The other six surrounded cavities (25 mm Dia. × 8 mm depth) are reserved for metal alloy pellet preparation, max. 10g |
| Vacuum Pressure
Gauge |
A mechanical vacuum pressure gauge is installed for monitoring the chamber pressure.
The anti-corrosive capacitance diaphragm gauge is optional with additional cost. |
| Chamber imensions | Φ182 mm × 225 mm |
| Power Supply | Input voltage: 110 or 220 VAC selectable, single phase
Input current: 34A max. (One 40A breaker is installed in the power supply. Recommended wall breaker amp ≥ 40A) Output DC output: 15 V / 125 A at 35% duty cycle – 110 V input 18 V / 185 A at 35% duty cycle – 220 V input Minimum DC current output: 5 A Pulse DC and AC output modes available Foot pedal control of the output current |
| Tungsten Electrode | 4 mm Dia. tungsten electrode with water cooling, Non-consumable tungsten arc stinger
Easy electrode tilting and height adjustment (30 mm max) for multiple-cavity melting Capable of melting samples < 10 g up to 3000 °C, which can melt all types of metals Pic.A is a 4.5 g tungsten melt drop Pic.B is a 10 g tungsten melt drop
A.4.5 g B.10 g |
| Vacuum Chamber | Water cooled vacuum chamber with dimensions of Φ 182 mm × 225 mm H
A Φ120mm front door for easy sample loading and retrieving A tinted observation window on the front for monitoring melting process A built-in mechanical manipulator for tilting and rotating samples without breaking the vacuum |
| Furnace Dimensions | 540 mm W × 540 mm D × 920 mm H (exclude the power supply)
Power supply dimension: 320 mm L x 185 mm W x 485 mm H |
| Water Chiller & Gas (Optional) | Water cooling is required (not included) for the chamber, copper mold, and electrode. Please consider our recirculating water chiller.r.
High purity inert gas with at least 5N purity (>99.999%) is required (not included) 5% Hydrogen + 95% Argon gas may be used to prevent oxidation during melting process |
| Net Weight | 50 kg |
| Compliance | CE certified
UL/CSA certification by NRTLs is available at an extra fee. Please contact us for the quote. |
| Warranty | One-year limited warranty with lifetime support |
| Application & Warning Notes | High purity Ar gas is required for the melting operation. Gas purification module is recommended to ensure gas purity. A two-stage pressure regulator must be installed on the gas cylinder to limit the pressure to below 3 psi for safe operation.
To avoid any damages to the mechanical pump or turbo pump, please install an Inline Particle Trap(maximum 1E-4 Torr vacuum with turbo pump) on the pump inlet port Must Wear Welder Glass or Auto Welding Shade while observing the Arc while welding. An example of the system setup with turbomolecular pump can be on the left The unit is designed for arc melting operation under tiny positive pressure or low vacuum (0.01 – 0.11 MPa pressure, or positive 0.01 MPa to negative 0.09 MPa pressure). Never operate the unit at high vacuum or high positive pressure! During arc melting operation, never allow the electrode to touch the material or the copper crucible! Do not operate the mechanical manipulator during the melting process. Option: The user may use a quartz tube shielding to effectively reduce the splash and spilling while arc melting. |





